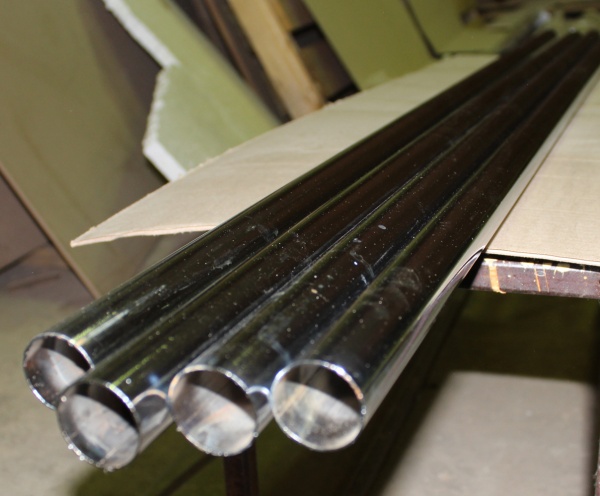
Стоимость гибки листового металла
|
Толщина Металла, мм. |
Стоимость гибки металла в зависимости от длины заготовки, руб. |
|||
|
До 1000 |
До 2000 |
До 3000 |
До 4000 |
|
|
До 1.0 |
35 |
45 |
70 |
уточняйте |
|
1,5 |
40 |
60 |
120 |
уточняйте |
|
2,0 |
50 |
70 |
140 |
уточняйте |
|
2,5 |
65 |
80 |
160 |
уточняйте |
|
3,0 |
70 |
90 |
180 |
уточняйте |
|
4,0 |
85 |
100 |
200 |
уточняйте |
|
5,0 |
90 |
110 |
220 |
уточняйте |
|
6,0 |
95 |
125 |
250 |
уточняйте |
|
8,0 |
100 |
140 |
280 |
уточняйте |
|
10 |
110 |
160 |
320 |
уточняйте |
|
более 10 мм |
уточняйте |
уточняйте |
уточняйте |
уточняйте |
 Одним из наиболее востребованных видов материала для современного строительства, как гражданского, так и промышленного, являются изделия из листового металла. Для придания листу металла необходимого профиля не обойтись без выполнения гибочных операций. За последние пятьдесят лет какого-либо новаторского подхода к этому процессу изобретено не было. Однако непрерывно совершенствуется технология обработки, что существенно упростило, удешевило и повысило точность производимых конструктивных элементов из листового металла.
Одним из наиболее востребованных видов материала для современного строительства, как гражданского, так и промышленного, являются изделия из листового металла. Для придания листу металла необходимого профиля не обойтись без выполнения гибочных операций. За последние пятьдесят лет какого-либо новаторского подхода к этому процессу изобретено не было. Однако непрерывно совершенствуется технология обработки, что существенно упростило, удешевило и повысило точность производимых конструктивных элементов из листового металла.
Основные способы гибки листового металла
Сегодня в промышленном производстве изделий из листового металла применяют пять различных способов гибки. Все они востребованы в различных специфических отраслях.
Воздушный способ
При сгибании воздушным методом придание листу необходимого угла обеспечивается пуансоном, который погружается на требуемую глубину в матрицу. Наиболее весомым преимуществом этого способа является универсальность пуансона. При использовании этого инструмента отсутствует нужда подбирать радиус пуансона и угол матрицы под габариты, которыми должна обладать готовая деталь. Этот факт позволяет гибочному оборудованию данного типа быть наиболее востребованным, а производство деталей различного вида на одном комплекте оснастки делает технологический процесс более дешевым и быстрым.
Данному методу характерно незначительное усилие при совершении гиба, что позволяет применять пуансон малой ширины или сложной формы. Это позволяет придавать изделию сложную или фигурную форму. Однако при изготовлении длинных деталей возникает проблема прогиба балки, компенсировать который можно при помощи бомбирования.
Гибка листа по матрице
В основе данного метода лежит задание требуемого угла изгиба по матричной форме, установленной на листогибочном станке. Соответственно, всем углам соответствует индивидуальная матричная форма, что отрицательно сказывается на стоимости и скорости выполнения работ. Согнуть на матричном станке заготовку более 5 мм толщиной почти невозможно. Плюсом этого метода гибки следует считать более высокую точность, однако матричные гибочные станки значительно менее востребованы, чем основанные на способе воздушной гибки.
Гибка при помощи поворотной балки
Сгибание листового металла поворотной балкой получило значительное распространение благодаря прижиму, обеспечивающему жесткую фиксацию заготовки на рабочей поверхности. Это обеспечивает защиту поверхности заготовки от механических повреждений, что дает возможность производить гибку окрашенных изделий. Метод гибки поворотной балкой используется как в автоматических, так и в ручных листогибочных станках. С его помощью можно придавать необходимый угол изделиям из листового металла длиной до 4-х метров. К минусам данного метода можно отнести малую толщину сгибаемой заготовки (не более 2 мм) и значительную ее ширину, требуемую для надежной фиксации прижимом.
Сгибание скольжением
 Способ обработки листа скольжением во многом подобен матричному. Станки, использующие данный метод, требуют установки специального инструмента под каждую толщину металла. Кроме того существует высокая степень вероятности повреждения поверхности заготовки во время гибочной операции.
Способ обработки листа скольжением во многом подобен матричному. Станки, использующие данный метод, требуют установки специального инструмента под каждую толщину металла. Кроме того существует высокая степень вероятности повреждения поверхности заготовки во время гибочной операции.
Чаще всего на использовании этого метода основываются листогибочные прессы.
Чеканка
Чеканка (штамповка) подразумевает, что пуансону и матрице листогибочного пресса придается форма и радиус в точности соответствующая выпускаемому профилю. Плюсом этого метода является высочайшая точность, которая не зависит от толщины и плотности металла.
Минусами являются:
- высокое необходимое усилие (в 5-25 раз превышающее требуемое для воздушной гибки);
- значительная стоимость станка и принадлежностей к нему;
- низкое значение максимальной толщины заготовки (до 2 мм).
Кроме того, значительное усилие приводит к массивности инструмента, что делает невозможным изготовление сложного профиля.