Стоимость гибки нержавейки:
|
Толщина Металла, мм. |
Стоимость гибки нержавейки в зависимости от длины заготовки, руб. |
|||
|
До 1000мм |
До 2000мм |
До 3000мм |
До 4000мм |
|
|
До 1.0 |
50 |
90 |
180 |
уточняйте |
|
1,5 |
55 |
100 |
200 |
уточняйте |
|
2,0 |
60 |
110 |
220 |
уточняйте |
|
2,5 |
70 |
130 |
270 |
уточняйте |
|
3,0 |
80 |
150 |
310 |
уточняйте |
|
4,0 |
100 |
190 |
400 |
уточняйте |
|
5,0 |
110 |
200 |
420 |
уточняйте |
|
6,0 |
120 |
230 |
480 |
уточняйте |
|
8,0 |
140 |
270 |
580 |
уточняйте |
|
более 10 мм |
уточняйте |
уточняйте |
уточняйте |
уточняйте |
 Под определением «металлообработка» подразумевается целый комплекс работ с металлом, в результате которых создаются определённые узлы и детали стандартных и нестандартных металлических конструкций. Одной из разновидностей данных работ является гибка.
Под определением «металлообработка» подразумевается целый комплекс работ с металлом, в результате которых создаются определённые узлы и детали стандартных и нестандартных металлических конструкций. Одной из разновидностей данных работ является гибка.
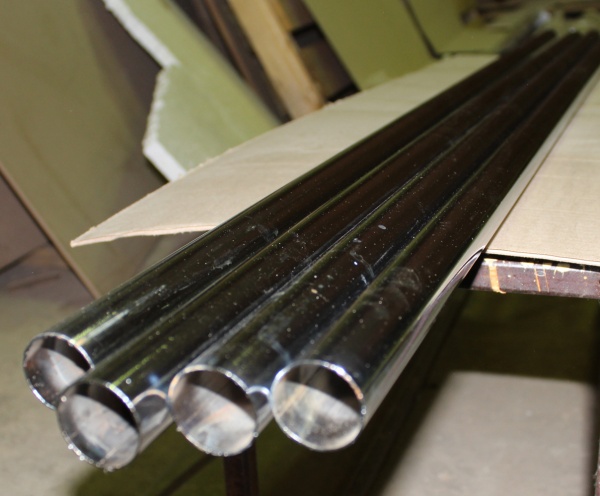
Наша компания выполняет гибку любых листовых металлов, в том числе и нержавейки до 5 мм толщиной, при условии размера длины листа, не превышающего параметра 4000 мм и с количеством гибов до шести раз.
С технологической точки зрения, гибка нержавеющей стали является довольно сложной задачей, поскольку её листы, в силу физических свойств, имеют достаточно высокую прочность. Потому, для осуществления гибки, мы используем специальное гибочное оборудование, позволяющее избежать появления сварочных швов, нередко приводящих к возникновению коррозийных реакций и потери первоначальной формы готового изделия. Плюс ко всему, применяются специальные гибочные машины, позволяющие придавать изделиям привлекательный вид.
Технология гибки нержавейки
Современный технологический процесс гибки нержавейки позволяет в несколько раз снизить количественный процент брака и повысить точность и качество изгиба.
Наше оборудование, в частности гибочная машина, представляет собой продукт уникальной инновационной технологии. Она состоит из таких элементов, как:
- основная станина;
- нож опорный;
- специальное устройство, прижимающее заготовку;
- загибочный блок, оснащённый нижним и верхним инструментом.
Принимая это во внимание, технология гибки нержавейки выглядит следующим образом:
- Ширина площади прижима задаётся либо посредством специальной системы автоматической регулировки устройства прижима стального листа, либо вручную, методом набора определённых сегментов прижимного устройства. Особенностью данного оборудования является то, что в силу наличия инструмента как снизу, так и сверху, можно выполнять отрицательные и положительные гибы.
- С помощью специального манипулятора и его способности поворачивать заготовку с произвольным углом, перемещение листа выполняется с высокой точностью — на 90, 180 и 270 градусов. Так же предусматривается поворот и на другие градусы углов, что обеспечивает не перпендикулярные линии гиба.
- Благодаря встроенной системе базирования стального листа используются элементы угловых вырубов, позволяющих определить отправные точки для разметки предположительных сгибов. Это даёт возможность на выходе получить детали с очень высокой точностью положения пазов, отверстий и прочих элементов по отношению к согнутой кромке.
- В процессе гибки все расчётные неточности и развёртки деталей попадают на первые сгибы от краёв листа. А уже последующие размеры гибки выполняются с предельной точностью, которую задаёт точность перемещения манипулятора.
- Во всей этой технологии прижим устройства служит не только инструментом для фиксации заготовки, но и может выполнять догиб, а также, плющение.
Благодаря полной автоматизации процесса гибки нержавейки мы значительно снижаем временные затраты на изготовление какого-то отдельного элемента, обеспечивая отличную производительность труда.